Many industrial systems use flammable powders or produce combustible dust. The operation of these production systems entails risks of fire and explosion. Risks deriving from the characteristics of the products and processes used. That’s why legislation on worker safety and environmental protection requires companies to install appropriate prevention and protection systems. The most common preventive measure is to control the suspension of particles and their concentration in the ambient air or in equipment. These are met by suction and filtration systems designed to remove dust from processes.
Sommaire
- How does a fire or explosion occur when using powdered products or emitting dust?
- Overview of regulations applicable to fires and dust explosions.
- Industrial processes and the risk of fire or explosion
- Product transfer processes and the risks of explosion and fire
- Storage processes and risks of explosion or fire
- Grinding processes and risks of explosion or fire.
- Mixing process: risks of explosion and fire
- Mechanical surface treatment processes: explosion and industrial risks.
- Surface coating processes and explosion and fire hazards.
How does a fire or explosion occur when using powdered products or emitting dust?

Some industrial activities, particularly those involving the use of powders, disperse dust into the air, creating the risk of explosion or fire. They generate a cloud of combustible dust forming an explosive atmosphere (ATEX). ATEX will explode if it meets the right conditions.
Another possibility: the dust cloud settles. The dust then accumulates in layers on the equipment and the workshop floor. Depending on the heat of the equipment, or the chemical composition of the particles, this mass of dust can produce self-heating or pyrolysis, leading to fire or explosion.
Theappearance of these phenomena requires specific conditions, which we summarize below (for more information, see the detailed ATEX articles).
How does dust self-heat, and what are the consequences?
The particular chemical composition of some dust deposits can trigger a spontaneous exothermic chemical reaction. And deposition conditions can induce heat generation faster than its dissipation into the ambient air. The temperature of the dust layer then rises, without any external heat being added to the reaction system. It’s self-heating. Higher temperatures accelerate the rate of reaction, which in turn accelerates the increase in heat. Initially slow to heat up, it can progress to incandescence or self-ignition. Depending on local environmental conditions (presence of materials sensitive to heat flux, presence of a cloud of combustible dust, etc.), the reaction can lead to fire or explosion. The self-heating phenomenon is therefore preliminary to fire and explosion.
How does dust pyrolysis work, and what are the consequences?
Pyrolysis refers to the chemical decomposition of an organic product under the influence of high heat, and in the presence of a poor or oxygen-free atmosphere.
Theself-heating of a dust deposit, or the heat flow from a hot surface on which the dust deposit is located, can produce pyrolysis gases in the low-oxygen or non-oxygenated part of the deposit.
These gases can accumulate in the atmosphere. Thethermal energy that triggered pyrolysis, or another energy source, can ignite these gases. Depending on their concentration, ignition will produce a fire or an explosion. Like self-heating, dust pyrolysis is a precursor to fire or explosion.
What are the conditions for a dust fire?
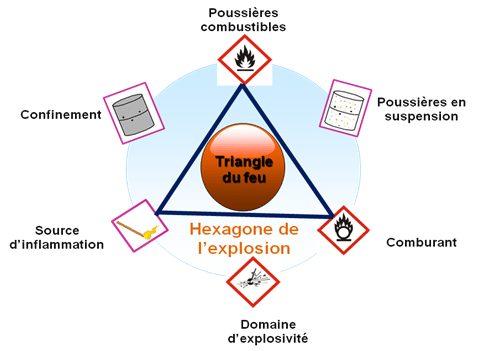
A dust fire is caused by the combustion of combustible gases released by the decomposition of dust during pyrolysis. Fire starts when three elements are present in sufficient quantity: fuel (gas), oxidizer (oxygen in the air), and activation energy (heat, spark, external flame…). The gradual diffusion of combustible gases, then their mixing with air, feeds the fire’s flame. The flame generates toxic fumes and a heat flow that sustains the spread of the fire. Heat flux radiation can cause pressure vessels or other combustible materials to explode.
What are the conditions for a dust explosion?
An explosion is the instantaneous combustion, releasing intense energy, of an explosive atmosphere (ATEX). This is accompanied by a dramatic increase in the volume, temperature and pressure of ATEX gases.
There are six conditions under which a dust explosion can occur. Three of these are the same as those causing the fire: the simultaneous presence of air, dust and a source of ignition. Three factors accelerate the combustion reaction: particle size fineness, enabling dust to be homogeneously suspended in the air; dust concentration in the air reaching the explosive range; and sufficient confinement for pressure to act as a combustion gas pedal.
ATEX dust is formed in operating rooms and equipment. The thermal and pressure effects generated by the explosion threaten the working environment and personal safety.
What’s the difference between a dust fire and a dust explosion?
The context in which an explosion is triggered differs from that of a fire, even if each phenomenon can lead to the other.
In an explosion, the mixture of combustible dust and air is pre-existing. The premixed flame propagates on its own, forming a combustion wave.
In a fire, dust provides the fuel in the form of gas through pyrolysis. It’s the pyrolysis gas/air mixture that ignites. And the diffusion flame is maintained as long as the dust feeds it.
As the reagents are premixed in an explosion, its energy yield is far greater than that of a fire. In a fire, the speed at which combustible gases diffuse through the dust and mix with the air determines the kinetics of the phenomenon, which is much slower than in an explosion.
Overview of regulations applicable to fires and dust explosions.
Explosions and fires caused by dust have an impact on employee safety and destroy equipment on the operating site, with potential consequences for the environment. Consequently, the French Labor Code and Environmental Code provide a framework for the prevention of these phenomena. Often it’s a matter of transposing European law. Theemployer must ensure that premises, prevention and protection systems comply with regulations.
With regard to fire, the French Labor Code regulates the configuration of premises (implementation of means of evacuation) and the protection of workers (installation of alarms and fire extinguishers, etc.).
With regard to explosions, the French Labor Code requires employers to assess the risks associated with ATEX (Explosive Atmospheres), and to take specific measures to ensure the prevention, safety and protection of workers in the event of an explosion. It covers
- definition of zones where ATEX could form (see ATEX zoning)
- organizational arrangements for workers exposed to the risk of explosion
- selection of equipment for use in ATEX zones
- ATEX zone signage
As with dust clouds, regulations identify layers, deposits and heaps of dust as sources of ATEX.
The French Environment Code covers fires and explosions in terms of their effects on areas adjacent to ICPEs (Installations Classées pour la Protection de l’Environnement). The ICPE nomenclature classifies these facilities according to the substances used or produced, and the hazardous nature of the activities. The nomenclature refers to measures prescribed by the French Environment Code and European regulations (notably Seveso 3). Its headings define flammable substances (notably flammable solids, combustible products) and explosive products likely to generate fires or explosions. Dust from products or activities must be considered in the light of this nomenclature.
Industrial processes and the risk of fire or explosion
Industrial processes using combustible powders inevitably produce clouds and deposits of dust. There is therefore a risk of fire or explosion. Installing adust collection system is a preferred preventive measure
Product transfer processes and the risks of explosion and fire
The industry uses various powder transfer processes adapted to the axes of movement (horizontal, vertical, inclined): conveyor belts, chain conveyors, Archimedean screws, bucket elevators, pneumatic conveying.
In pneumatic conveying, where product particles are suspended in the air, ATEX can form within the pipe. For other modes of transport, the pouring of the product at one end of the device and the discharge at the other, or the vibrations of transport, create dust clouds. If the unit is enclosed, ATEX may form inside and near loading and unloading points. If it’s not enclosed, the whole room is at risk from ATEX.
The sedimentation of airborne dust creates deposits. Even with a dust cover, dust will accumulate under and around the device, and waterproofing is never total. Regulations consider dust deposits as potential ATEX.
Events such as seizure or friction of mechanical parts linked to equipment malfunctions will generate heat, a possible source of ATEX ignition. In pneumatic conveying, high-speed friction between the particles and the pipe wall generates opposite electrostatic charging of the particles and the device. Electrostatic discharge is often the cause of an ATEX explosion in such equipment. Finally, shocks from metallic or mineral elements foreign to the process can ignite an ATEX.
The accidentology of transport processes reports in particular: conveyor belt fires, explosions in elevator buckets and in pneumatic pipes.
Fire and explosion prevention measures include :
- extraction of dust clouds at the point of fall and/or in the body of the equipment via a dust collection system,
- extraction of dust deposits from outside the unit (ATEX vacuum cleaner),
- grounded to prevent electrostatic discharge,
- control tools to detect abnormal friction and heating.
- Eliminating external sources of ignition (hot spots, work, etc.)
Fire and explosion protection includes :
- decoupling of equipment to prevent fire propagation,
- equip equipment with vents or pressure boosters to mitigate explosion.
Storage processes and risks of explosion or fire
Volumes, container shapes (silo, big bag, etc.), storage times and conditions (temperature, humidity, etc.) vary according to the activity.
Filling a container with a powdery product can produce an ATEX by suspending particles in the container’s air. Filling or transportation can also generate electrostatic charges which are reflected in the container’s air. An electrostatic discharge can then ignite the ATEX.
When you couple product storage and transport equipment, the passageway between the devices is never completely watertight. Over time, deposits will form. The resuspension of these deposits can form an ATEX.
Mass storage of a powder may initiate self-heating of the substance. This can lead to combustion in the form of fire or smouldering, which in turn can ignite nearby ATEX. The accidentology of storage processes reveals that self-heating generates over 80% of fires and less than 10% of explosions.
The prevention actions are :
- Vacuum dust at the time of filling, as close as possible to the point of discharge, using a dust collection system
- maintain the storage temperature below the critical temperature or adapt the storage volume to local temperature conditions;
- prohibit air intakes at the bottom of the storage area to limit combustion,
- use devices to detect CO (indicator of under-oxygenated combustion), and temperature rise (thermal probe, infra-red camera).
Protective actions include :
- inerting the container to stop combustion,
- installation of vents to stop the pressure build-up and protect the storage structure.
Grinding processes and risks of explosion or fire.
There are three main grinding processes:
- Crush milling compresses products with a coarse initial particle size.
- Air jet milling and attrition milling break product grains into several particles by collision. The granulometry of the product allows it to be carried by an air flow.
The last two processes dilute the powdered product in the air in such a way as to eliminate the risk of ATEX. Crushing, on the other hand, generates airborne fines. So there is a permanent risk of ATEX inside the shredder.
Crushing heats up the product. Sometimes, to prevent autoinflammation, it needs to be cooled, especially if it is easily oxidized. Foreign bodies, which are more resistant to crushing, can increase friction and thus the temperature of neighboring particles, leading to product fires. They can also cause sparks of sufficient energy to ignite the ATEX and induce an explosion.
Means of prevention :
- install a dust collection system to capture fines;
- grind in an inert atmosphere products that ignite at low temperatures or via low activation energies (10 to 100 mJ);
- limit heat build-up and prevent the introduction of foreign bodies at the process inlet (sieving, metal detection, etc.);
- measure temperature and detect glowing particles at the mill outlet
Protective measures :
- use an ATEX explosion-proof shredder;
- decouple the dedusting system from the grinding hopper;
Mixing process: risks of explosion and fire
Mixing can take place between solids (dry mixing), or between solids and liquids (liquid phase mixing). The mixture presents a fire or explosion hazard if one of the products is flammable.
Dry mixing: all the powdery substances are introduced before the process starts. Filling the mixer and then mixing the products produces a cloud of fines. In both operations, there is a possibility of ATEX if a substance is combustible. This is done in the filling hopper, in the mixing head.
The flow of product through the mixer can electrically charge the solid particles. An electrostatic discharge may occur, triggering ignition of the powder cloud. This phenomenon can occur in the mixer head or in the feed hopper.
In liquid phase homogenization, solid products are introduced before liquids, or vice versa. In both cases, the introduction of the powder generates the risks described above. The liquid introduced may have the property of igniting at a temperature below ambient (e.g. solvent). A vapour ATEX will be created in the mixer ceiling.
In the case of a liquid mixture producing flammable vapors, the first preventive measure is to inert the mixer before introducing the powdered product.
Even with the inerting system open, the feed hopper will generate ATEX when the combustible powder is poured in. Source capture of the dust cloud (Pouyes ring type) is the prevention device common to both mixing processes.
The hopper can be replaced by an inert airlock prior to filling, and again afterwards, before the product is introduced into the tank. Finally, the filling and inerting operation can be robotized with an airlock equipped with automated valves.
Mechanical surface treatment processes: explosion and industrial risks.
Pickling, shot blasting, polishing, sand blasting… all produce a different surface finish, but all result from the projection of abrasive grains, generally by compressed air. These grains pluck fine particles from the surface to be treated while splitting under the impact. The finest particles remain suspended in the air.
The process takes place in an enclosure. If the surface or treatment material is combustible, the cloud of fines can form ATEX in the enclosure. Hence the risk of explosion. A hopper collects the heaviest grain. If the heat generated by the impact on the surface is retained in the grains, their accumulation in the hopper will lead to self-heating and the risk of fire.
Prevention involves installing a suction system connected to an industrial dust collector that keeps the enclosure at a low pressure and captures the cloud of fines; fitting a spark detector to the capture system.
Surface coating processes and explosion and fire hazards.
Some coating processes use solid powder products. The product is suspended in a jet of compressed air and then sprayed onto the surface to be treated. This operation is carried out in a special cabin. This operation is generally followed by baking of the coating film.
Depending on the product sprayed, the process involves painting (fusible or polymerizable organic powder), flocking (fibrous organic powder), or metallization by hot spraying or shooping (aluminum, zinc or copper powder).
Some of the sprayed powder does not land on the surface, but disperses into the air. ATEX is formed mainly in the spray cone. To improve efficiency, the spray gun gives the powder grains an electrical charge opposite to that of the surface to be treated. Electrostatic force attracts them to the surface to be coated. In the event of a malfunction, electrostatic discharge may occur between the gun electrodes and the equipment or surface to be treated. The risk of explosion is all the greater the finer the granulometry. The explosion may cause a fire. In addition, preheating the surface to be treated and the proximity of the baking oven can trigger product ignition.
Fire and explosion prevention measures for powder coatings are as follows:
- source capture with a dust collector,
- theuse of guns adapted to the minimum ignition energy of the powder,
- detection of flames in the cabin.
