Muchos sistemas industriales utilizan productos en polvo inflamables o producen polvo combustible. El funcionamiento de estos sistemas de producción da lugar a riesgos de incendio y explosión. Estos riesgos se derivan de las características de los productos y procesos utilizados. Por eso, la legislación sobre seguridad de los trabajadores y protección del medio ambiente obliga a las empresas a instalar medios adecuados de prevención y protección. La medida preventiva más habitual es controlar la suspensión de partículas y su concentración en el aire ambiente o en los equipos. Esto se consigue mediante sistemas de aspiración y filtración diseñados para eliminar el polvo de los procesos.
Sommaire
- ¿Cómo se produce un incendio o una explosión cuando se utilizan productos en polvo o cuando se emite polvo?
- ¿Cómo se autocalienta el polvo y cuáles son sus consecuencias?
- ¿Cómo funciona la pirólisis del polvo y qué consecuencias tiene?
- ¿Cuáles son las condiciones para que se produzca un incendio por polvo?
- ¿Cuáles son las condiciones para que se produzca una explosión de polvo?
- ¿Cuál es la diferencia entre un incendio de polvo y una explosión de polvo?
- Visión general de las disposiciones reglamentarias aplicables a los incendios y las explosiones de polvo.
- Procesos industriales y riesgo de incendio o explosión
- Procesos de transferencia de productos y riesgos de explosión e incendio
- Procesos de almacenamiento y riesgos de explosión o incendio
- Procesos de trituración y riesgos de explosión o incendio.
- Proceso de mezcla: riesgos de explosión e incendio
- Procesos mecánicos de tratamiento de superficies: riesgos de explosión e industriales.
- Procesos de recubrimiento de superficies y riesgos de explosión e incendio.
¿Cómo se produce un incendio o una explosión cuando se utilizan productos en polvo o cuando se emite polvo?

Algunas actividades industriales, sobre todo las que implican el uso de polvos, dispersan polvo en el aire que puede provocar una explosión o un incendio. Generan una nube de polvo combustible que forma una atmósfera explosiva (ATEX). ATEX explotará si se dan las condiciones adecuadas.
Otra posibilidad es que la nube de polvo se asiente. Entonces, el polvo se acumula en capas sobre el equipo y el suelo del taller. Dependiendo del calor del equipo, o de la composición química de las partículas, es probable que esta masa de polvo produzca autocalentamiento o pirólisis, provocando un incendio o una explosión.
Laaparición de estos fenómenos requiere unas condiciones específicas, que resumimos a continuación (para más información, consulta los artículos ATEX detallados).
¿Cómo se autocalienta el polvo y cuáles son sus consecuencias?
La composición química particular de algunos depósitos de polvo puede desencadenar una reacción química exotérmica espontánea. Y las condiciones del depósito pueden inducir una producción de calor más rápida que su disipación en el aire ambiente. La temperatura de la capa de polvo aumenta entonces, sin que se añada calor externo al sistema de reacción. Esto es autocalentamiento. El aumento de temperatura acelera la velocidad de reacción y, por tanto, acelera el aumento de calor. Inicialmente lento, el calentamiento puede progresar hasta la incandescencia o la autoignición. Según las condiciones del entorno local (presencia de material sensible al flujo de calor, presencia de una nube de polvo combustible, etc.), la reacción incontrolada puede provocar un incendio o una explosión. El fenómeno del autocalentamiento es, por tanto, previo al incendio y la explosión.
¿Cómo funciona la pirólisis del polvo y qué consecuencias tiene?
La pirólisis se refiere a la descomposición química de un producto orgánico bajo la influencia de un calor elevado y en presencia de una atmósfera con poco oxígeno o sin oxígeno.
Elautocalentamiento de un depósito de polvo, o el flujo de calor procedente de una superficie caliente sobre la que se encuentra el depósito de polvo, puede producir gases de pirólisis en la parte poco o nada oxigenada del depósito.
Estos gases pueden acumularse en la atmósfera. Laenergía térmica que desencadenó la pirólisis, u otra fuente de energía, puede inflamar estos gases. Dependiendo de su concentración, la ignición producirá un incendio o una explosión. Al igual que el autocalentamiento, la pirólisis del polvo es un precursor del incendio o la explosión.
¿Cuáles son las condiciones para que se produzca un incendio por polvo?
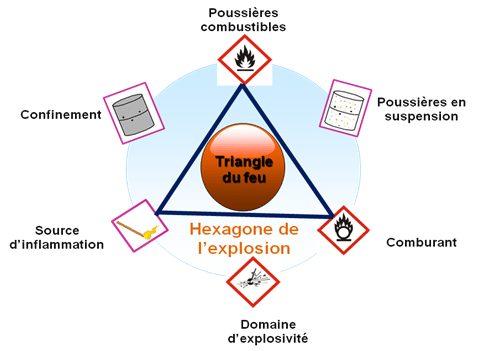
Un incendio de polvo es el resultado de la combustión de gases combustibles emitidos por la descomposición del polvo durante la pirólisis. Un incendio se inicia cuando hay cantidades suficientes de tres elementos: combustible (gas), comburente (oxígeno en el aire) y energía de activación (calor, chispa, llama externa, etc.). La difusión gradual de los gases combustibles, y luego su mezcla con el aire, alimenta la llama del incendio. La llama genera humo tóxico y un flujo de calor que ayuda a que el fuego se propague. La radiación del flujo de calor puede hacer explotar recipientes a presión u otros materiales combustibles.
¿Cuáles son las condiciones para que se produzca una explosión de polvo?
Una explosión es la combustión instantánea, liberando una intensa energía, de una atmósfera explosiva (ATEX). Va acompañada de un aumento espectacular del volumen, la temperatura y la presión de los gases de la ATEX.
Hay seis condiciones para generar una explosión de polvo. Tres son las mismas que provocan un incendio: la presencia simultánea de aire, polvo y una fuente de ignición. Tres aceleran la reacción de combustión: una finura granulométrica que permita la suspensión homogénea del polvo en el aire, una concentración de polvo en el aire que alcance el rango explosivo y un confinamiento suficiente para que la presión actúe como acelerador de la combustión.
Se forma polvo ATEX en los locales y equipos de trabajo. Los efectos térmicos y de presión generados por la explosión amenazan el entorno de trabajo y la seguridad personal.
¿Cuál es la diferencia entre un incendio de polvo y una explosión de polvo?
El contexto en el que se desencadena una explosión difiere del de un incendio, aunque cada fenómeno pueda conducir al otro.
En una explosión, la mezcla de polvo combustible y aire es preexistente. La llama premezclada se propaga por sí misma, formando una onda de combustión.
En un incendio, la pirólisis del polvo proporciona el combustible en forma de gas. Es la mezcla de gas y aire de la pirólisis la que se inflama. Y la llama de difusión se mantiene mientras el polvo la alimente.
Como los reactivos están premezclados en una explosión, su rendimiento energético es mucho mayor que en un incendio. En un incendio, es la velocidad a la que los gases combustibles se difunden a través del polvo y se mezclan con el aire lo que determina la cinética del fenómeno, que es mucho más lenta que en una explosión.
Visión general de las disposiciones reglamentarias aplicables a los incendios y las explosiones de polvo.
Las explosiones y los incendios provocados por el polvo repercuten en la seguridad de los trabajadores y destruyen los equipos del lugar de trabajo, con posibles consecuencias para el medio ambiente. Por ello, el Código Laboral y el Código Medioambiental establecen un marco para la prevención de estos fenómenos. En muchos casos, se trata de una transposición de la legislación europea. Elempresario debe asegurarse de que los locales y los sistemas de prevención y protección cumplen la normativa.
En materia de incendios, el Código de Trabajo francés regula la configuración de los locales (implantación de medios de evacuación), la protección de los trabajadores (instalación de alarmas y extintores, etc.) y la prevención de accidentes.
En materia de explosiones, el Código Laboral francés obliga a los empresarios a evaluar los riesgos asociados a las atmósferas explosivas (ATEX) y a adoptar medidas específicas para garantizar la prevención de explosiones y la seguridad y protección de los trabajadores en caso de explosión. Abarca
- definición de las zonas donde podría formarse ATEX (ver zonificación ATEX)
- disposiciones organizativas para los trabajadores expuestos al riesgo de explosión
- seleccionar equipos que puedan funcionar en zonas ATEX
- Señalización de zonas ATEX
Al igual que con las nubes de polvo, la normativa identifica las capas, depósitos y montones de polvo como fuentes de ATEX.
El Código de Medio Ambiente francés contempla los incendios y explosiones en general, y sus efectos en las zonas adyacentes a las ICPE (Instalaciones Clasificadas para la Protección del Medio Ambiente) en particular. La nomenclatura ICPE clasifica estas instalaciones según las sustancias utilizadas o producidas, y según la peligrosidad de las actividades. La nomenclatura hace referencia a las medidas prescritas por el Código de Medio Ambiente y la normativa europea (en particular Seveso 3). Sus epígrafes definen las sustancias inflamables (en particular los sólidos inflamables, los productos combustibles) y los productos explosivos susceptibles de provocar incendios o explosiones. El polvo generado por productos o actividades debe considerarse en esta nomenclatura.
Procesos industriales y riesgo de incendio o explosión
Los procesos industriales que utilizan productos combustibles en polvo producen inevitablemente nubes y depósitos de polvo. Por tanto, existe riesgo de incendio o explosión. La instalación de unsistema de extracción de polvo es una medida preventiva preferible.
Procesos de transferencia de productos y riesgos de explosión e incendio
La industria utiliza diversos procesos de transferencia de polvo adaptados a los ejes de movimiento (horizontal, vertical, pendiente): cintas transportadoras, transportadores de cadena, tornillos de Arquímedes, elevadores de cangilones, transporte neumático.
En el transporte neumático, que se basa en que las partículas del producto están suspendidas en el aire, puede formarse una ATEX dentro de la tubería. En otros modos de transporte, el vertido del producto en un extremo del equipo y la descarga en el otro, o las vibraciones del transporte, provocan nubes de polvo. Si el equipo está cerrado, puede formarse ATEX en el interior y cerca de los puntos de carga y descarga. Si no está cerrado, toda la sala corre riesgo de ATEX.
La sedimentación del polvo transportado por el aire crea depósitos. Incluso con una envolvente, el polvo se acumulará debajo y alrededor del aparato; el sellado nunca es total. La normativa considera los depósitos de polvo como potencial ATEX.
Los eventos como los agarrotamientos y la fricción entre piezas mecánicas relacionados con el mal funcionamiento del equipo generarán calor, que puede ser una fuente de ignición ATEX. En el transporte neumático, la fricción a alta velocidad entre las partículas y las paredes de las tuberías genera una carga electrostática de las partículas y del equipo. Una descarga electrostática suele ser la causa de una explosión ATEX en estos equipos. Por último, los choques causados por elementos metálicos o minerales extraños al proceso pueden provocar una explosión ATEX.
La accidentología de los procesos de transporte informa en particular sobre: incendios en cintas transportadoras, explosiones en cubos elevadores y en tuberías neumáticas.
Las medidas de prevención de incendios y explosiones incluyen :
- extracción de las nubes de polvo en los puntos de caída y/o en el cuerpo del equipo mediante un sistema de extracción de polvo,
- Aspiración de depósitos de polvo fuera del aparato (aspiradora ATEX),
- Conectado a tierra para evitar descargas electrostáticas,
- herramientas de control para detectar rozamientos y calentamientos anómalos.
- Eliminar las fuentes externas de ignición (puntos calientes, trabajo, etc.)
La protección contra incendios y explosiones incluye :
- desacoplamiento del equipo para evitar la propagación del fuego,
- Equipar el equipo con respiraderos o aumentadores de presión para reducir el riesgo de explosión.
Procesos de almacenamiento y riesgos de explosión o incendio
Los volúmenes, la forma de los contenedores (silo, big bag, etc.), el tiempo de almacenamiento y las condiciones (temperatura, humedad, etc.) varían según la actividad.
Llenar un recipiente con un producto pulverulento puede producir una ATEX al suspender partículas en el aire del recipiente. El llenado o el transporte también pueden generar cargas electrostáticas que se liberan en el espacio aéreo del recipiente. Una descarga electrostática puede incendiar el ATEX.
Cuando se acoplan equipos para almacenar y transportar productos, el paso entre los dispositivos nunca es completamente estanco. Con el tiempo, se formarán depósitos. La resuspensión de estos depósitos puede formar un ATEX.
El almacenamiento masivo de un polvo puede iniciar el autocalentamiento de la sustancia. Esto puede dar lugar a una combustión en forma de fuego o combustión lenta, que a su vez puede encender un ATEX cercano. La accidentología de los procesos de almacenamiento revela que el autocalentamiento genera más del 80% de los incendios y menos del 10% de las explosiones.
Las acciones de prevención son :
- Aspira el polvo en el momento del llenado, lo más cerca posible del punto de descarga, utilizando un sistema de extracción de polvo.
- mantener la temperatura de almacenamiento por debajo de la temperatura crítica o adaptar el volumen de almacenamiento a las condiciones locales de temperatura;
- Prohibir las entradas de aire en la parte inferior del almacén para limitar la combustión,
- Utiliza equipos de detección de CO (indicador de combustión poco oxigenada) y de aumentos de temperatura (sonda térmica, cámara de infrarrojos).
Las medidas de protección incluyen :
- inertizar el recipiente para detener la combustión,
- lainstalación de respiraderos para detener la acumulación de presión y proteger la estructura de almacenamiento.
Procesos de trituración y riesgos de explosión o incendio.
Hay tres procesos principales de trituración:
- La trituración comprime los productos con una granulometría gruesa.
- La molienda por chorro de aire y la molienda por atrición rompen los granos del producto en varias partículas por colisión. La granulometría del producto permite que sea arrastrado por un flujo de aire.
Los dos últimos procesos diluyen el producto pulverulento en el aire de forma que no hay riesgo de ATEX. En cambio, la trituración genera finos en el aire. Por tanto, existe un riesgo permanente de ATEX en el interior de la trituradora.
La trituración calienta el producto. A veces, para evitar la autoignición, hay que enfriarlo, sobre todo si es fácilmente oxidable. Los cuerpos extraños, más resistentes al aplastamiento, pueden aumentar la fricción y, por tanto, la temperatura de las partículas vecinas, provocando un incendio del producto. También pueden provocar chispas de energía suficiente para inflamar el ATEX e inducir una explosión.
Medios de prevención :
- instala un sistema de extracción de polvo para capturar los finos;
- Molienda en atmósfera inerte de productos que se inflaman a baja temperatura o con baja energía de activación (10 a 100 mJ);
- Limitar el calentamiento y evitar la introducción de cuerpos extraños en la entrada del proceso (tamizado, detección de metales, etc.);
- medir la temperatura y detectar partículas incandescentes a la salida del molino
Medidas de protección :
- Utiliza una trituradora antideflagrante ATEX;
- desacoplar el sistema de eliminación de polvo de la tolva que recibe el material triturado;
Proceso de mezcla: riesgos de explosión e incendio
La mezcla puede tener lugar entre sustancias sólidas (mezcla en seco), o entre sólidos y líquidos (mezcla en fase líquida). La mezcla presenta riesgo de incendio o explosión si uno de los productos es inflamable.
Mezcla en seco: todas las sustancias pulverulentas se introducen antes de iniciar el proceso. Llenado de la mezcladora y posterior mezcla de los productos: se produce una nube de finos. En ambas operaciones, existe la posibilidad de ATEX si una sustancia es combustible. Esto ocurre en la tolva de llenado y en el cabezal mezclador.
El flujo de producto a través de la mezcladora puede cargar eléctricamente las partículas sólidas. Puede producirse una descarga electrostática que desencadene la ignición de la nube de polvo. Este fenómeno puede producirse en el cabezal de la mezcladora o en la tolva de alimentación.
En la mezcla por homogeneización en fase líquida, los productos sólidos se introducen antes que los líquidos, o viceversa. En ambos casos, la introducción del polvo genera los riesgos descritos anteriormente. El líquido introducido puede tener la propiedad de inflamarse a una temperatura inferior a la temperatura ambiente (por ejemplo, el disolvente). Se creará un vapor ATEX en la mezcladora.
En el caso de una mezcla líquida que produzca vapores inflamables, la primera medida preventiva es inertizar la mezcladora antes de introducir el producto en polvo.
Incluso con inertización, con la trampilla abierta, la tolva de alimentación presentará un ATEX cuando se vierta el polvo combustible. La captura de la nube de polvo en origen (tipo anillo de Pouyes) es el dispositivo de prevención común a ambos procesos de mezcla.
La tolva puede sustituirse por una esclusa inertizada antes del llenado, y de nuevo después, antes de introducir el producto en el depósito. Por último, la operación de llenado e inertización puede automatizarse con una esclusa dotada de válvulas automatizadas.
Procesos mecánicos de tratamiento de superficies: riesgos de explosión e industriales.
Decapado, granallado, pulido, arenado… todos producen un acabado superficial diferente, pero todos resultan de la proyección de granos abrasivos, generalmente mediante un chorro comprimido. Estos granos arrancan partículas finas de la superficie a tratar mientras se parten bajo el impacto. Las partículas más finas quedan suspendidas en el aire.
El proceso tiene lugar en una carcasa. Si la superficie o el material de tratamiento es combustible, la nube de partículas puede formar ATEX en la carcasa. De ahí el riesgo de explosión. Una tolva recoge los granos más pesados. Si el calor producido por el impacto sobre la superficie queda retenido en los granos, su acumulación en la tolva provocará un autocalentamiento, con riesgo de incendio.
La prevención consiste en instalar un sistema de aspiración conectado a un captador de polvo industrial que mantenga el recinto a baja presión y capte la nube de finos; instalar un detector de chispas en el sistema de captación.
Procesos de recubrimiento de superficies y riesgos de explosión e incendio.
Algunos procesos de recubrimiento implican el uso de productos sólidos en polvo. Se trata de suspender el producto en un chorro de aire comprimido y pulverizarlo sobre la superficie a tratar. Esta operación se realiza en una cabina especial. La operación suele ir seguida del curado de la película de recubrimiento.
Según el producto pulverizado, el proceso consiste en pintar (polvo orgánico fusible o polimerizable), flocar (polvo orgánico fibroso) o metalizar mediante pulverización en caliente o shooping (polvo de aluminio, zinc o cobre).
Parte de la pulverización no cae sobre la superficie y se dispersa en el aire. Se forma principalmente en el cono de pulverización. Para mejorar la eficacia, la pistola pulverizadora da a los granos de polvo una carga eléctrica opuesta a la de la superficie a tratar. La fuerza electrostática los atrae hacia la superficie a recubrir. En caso de avería, puede producirse una descarga electrostática entre los electrodos de la pistola pulverizadora y el equipo o la superficie a tratar. El riesgo de explosión es mayor cuanto más fina es la granulometría. La explosión puede provocar un incendio. Además, el precalentamiento de la superficie a tratar y la proximidad del horno de curado pueden provocar la ignición del producto.
Las medidas de prevención de incendios y explosiones para el recubrimiento en polvo son las siguientes:
- Captura de la fuente con un colector de polvo,
- uso de armas adaptadas a la energía mínima de ignición de la pólvora,
- detección de llamas en la cabina.
