Molti sistemi industriali utilizzano prodotti in polvere infiammabili o producono polveri combustibili. Il funzionamento di questi sistemi di produzione comporta rischi di incendio ed esplosione. Questi rischi derivano dalle caratteristiche dei prodotti e dei processi utilizzati. Per questo motivo la legislazione sulla sicurezza dei lavoratori e sulla tutela dell’ambiente impone alle aziende di installare adeguati mezzi di prevenzione e protezione. La misura preventiva più comune consiste nel controllare la sospensione delle particelle e la loro concentrazione nell’aria ambiente o nelle apparecchiature. Questo si ottiene con sistemi di aspirazione e filtrazione progettati per rimuovere la polvere dai processi.
Sommaire
- Come si verifica un incendio o un’esplosione quando si utilizzano prodotti in polvere o si emette polvere?
- Come si autoriscalda la polvere e quali sono le conseguenze?
- Come funziona la pirolisi delle polveri e quali sono le conseguenze?
- Quali sono le condizioni per un incendio di polvere?
- Quali sono le condizioni per un’esplosione di polvere?
- Qual è la differenza tra un incendio di polvere e un’esplosione di polvere?
- Panoramica delle disposizioni normative applicabili agli incendi e alle esplosioni di polveri.
- Processi industriali e rischio di incendio o esplosione
- I processi di trasferimento dei prodotti e i rischi di esplosione e incendio
- Processi di stoccaggio e rischi di esplosione o incendio
- Processi di triturazione e rischi di esplosione o incendio.
- Processo di miscelazione: rischi di esplosione e incendio
- Processi di trattamento meccanico delle superfici: rischi di esplosione e industriali.
- Processi di rivestimento superficiale e rischi di esplosione e incendio.
Come si verifica un incendio o un’esplosione quando si utilizzano prodotti in polvere o si emette polvere?

Alcune attività industriali, in particolare quelle che prevedono l’uso di polveri, disperdono nell’aria polveri che potrebbero causare esplosioni o incendi. Generano una nuvola di polvere combustibile che forma un’ atmosfera esplosiva (ATEX). L’atmosfera esplosiva ATEX esplode se si verificano le giuste condizioni.
Un’altra possibilità è che la nube di polvere si depositi. La polvere si accumula a strati sulle attrezzature e sul pavimento dell’officina. A seconda del calore dell’apparecchiatura o della composizione chimica delle particelle, è probabile che questa massa di polvere si auto-riscaldi o si pirolizzi, provocando incendi o esplosioni.
Lacomparsa di questi fenomeni richiede condizioni specifiche, che riassumiamo di seguito (per maggiori informazioni, consulta gli articoli ATEX dettagliati).
Come si autoriscalda la polvere e quali sono le conseguenze?
La particolare composizione chimica di alcuni depositi di polvere può innescare una reazione chimica esotermica spontanea. Inoltre, le condizioni del deposito possono indurre una produzione di calore più veloce della sua dissipazione nell’aria ambiente. La temperatura dello strato di polvere aumenta quindi senza che venga aggiunto calore esterno al sistema di reazione. Si tratta di un autoriscaldamento. L’aumento della temperatura accelera la velocità di reazione e quindi accelera l’aumento di calore. Inizialmente lento, il riscaldamento può progredire fino all’incandescenza o all’autocombustione. A seconda delle condizioni dell’ambiente locale (presenza di materiali sensibili al flusso di calore, presenza di una nube di polvere combustibile, ecc.), la reazione di fuga può portare a un incendio o a un’esplosione. Il fenomeno dell’autoriscaldamento è quindi preliminare all’incendio e all’esplosione.
Come funziona la pirolisi delle polveri e quali sono le conseguenze?
La pirolisi si riferisce alla decomposizione chimica di un prodotto organico sotto l’influenza di un calore elevato e in presenza di un’atmosfera a basso contenuto di ossigeno o priva di ossigeno.
L’autoriscaldamento di un deposito di polvere, o il flusso di calore proveniente da una superficie calda su cui si trova il deposito di polvere, può produrre gas di pirolisi nella parte poco ossigenata o non ossigenata del deposito.
Questi gas possono accumularsi nell’atmosfera. L’energia termica che ha innescato la pirolisi, o un’altra fonte di energia, può accendere questi gas. A seconda della loro concentrazione, l’accensione produrrà un incendio o un’esplosione. Come l’autoriscaldamento, la pirolisi delle polveri è un precursore di incendi o esplosioni.
Quali sono le condizioni per un incendio di polvere?
Un incendio di polvere deriva dalla combustione dei gas combustibili emessi dalla decomposizione della polvere durante la pirolisi. Un incendio inizia quando ci sono quantità sufficienti di tre elementi: combustibile (gas), ossidante (ossigeno nell’aria) ed energia di attivazione (calore, scintilla, fiamma esterna, ecc.). La diffusione graduale dei gas combustibili e la loro miscelazione con l’aria alimentano la fiamma dell’incendio. La fiamma genera fumo tossico e un flusso di calore che aiuta l’incendio a diffondersi. Le radiazioni del flusso di calore possono causare l’esplosione di recipienti a pressione o altri materiali combustibili.
Quali sono le condizioni per un’esplosione di polvere?
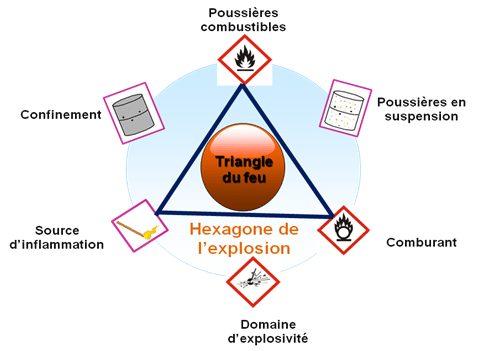
Un’esplosione è la combustione istantanea, con rilascio di un’intensa energia, di un’atmosfera esplosiva (ATEX). È accompagnata da un forte aumento del volume, della temperatura e della pressione dei gas presenti nell’ATEX.
Ci sono sei condizioni per generare un’esplosione di polvere. Tre sono le stesse che causano un incendio: la presenza simultanea di aria, polvere e una fonte di accensione. Tre accelerano la reazione di combustione: una finezza granulometrica che permetta alla polvere di essere sospesa in modo omogeneo nell’aria, una concentrazione di polvere nell’aria che raggiunga il range di esplosività e un confinamento sufficiente affinché la pressione agisca da acceleratore della combustione.
Le polveri ATEX si formano nei locali e nelle attrezzature operative. Gli effetti termici e di pressione generati dall’esplosione minacciano l’ambiente di lavoro e la sicurezza personale.
Qual è la differenza tra un incendio di polvere e un’esplosione di polvere?
Il contesto in cui si scatena un’esplosione è diverso da quello di un incendio, anche se ogni fenomeno può portare all’altro.
In un’esplosione, la miscela di polvere combustibile e aria è preesistente. La fiamma premiscelata si propaga da sola, formando un’onda di combustione.
In un incendio, la pirolisi della polvere fornisce il combustibile sotto forma di gas. È la miscela di gas e aria che si accende. La fiamma di diffusione si mantiene finché la polvere la alimenta.
Poiché in un’esplosione i reagenti sono premiscelati, il rendimento energetico è molto più elevato rispetto a un incendio. In un incendio, è la velocità con cui i gas combustibili si diffondono attraverso la polvere e si mescolano all’aria a determinare la cinetica del fenomeno, che è molto più lenta rispetto a un’esplosione.
Panoramica delle disposizioni normative applicabili agli incendi e alle esplosioni di polveri.
Le esplosioni e gli incendi causati dalle polveri hanno un impatto sulla sicurezza dei dipendenti e distruggono le attrezzature del sito operativo, con potenziali conseguenze sull’ambiente. Di conseguenza, il Codice del Lavoro e il Codice dell’Ambiente forniscono un quadro per la prevenzione di questi fenomeni. In molti casi, si tratta di un recepimento della normativa europea. Ildatore di lavoro deve assicurarsi che i locali e i sistemi di prevenzione e protezione siano conformi alle normative.
Per quanto riguarda gli incendi, il Codice del Lavoro francese regolamenta la configurazione dei locali (implementazione di mezzi di evacuazione), la protezione dei lavoratori (installazione di allarmi ed estintori, ecc.) e la prevenzione degli incidenti.
Per quanto riguarda le esplosioni, il Codice del Lavoro francese richiede ai datori di lavoro di valutare i rischi associati alle atmosfere esplosive (ATEX) e di adottare misure specifiche per garantire la prevenzione delle esplosioni e la sicurezza e protezione dei lavoratori in caso di esplosione. Il Codice del Lavoro copre
- definizione delle zone in cui potrebbe formarsi l ‘ATEX (vedi zonizzazione ATEX)
- le disposizioni organizzative per i lavoratori esposti al rischio di esplosione
- selezionare apparecchiature che possano funzionare in zone ATEX
- Segnaletica per zone ATEX
Come nel caso delle nubi di polvere, la normativa identifica gli strati, i depositi e i cumuli di polvere come fonti di ATEX.
Il Codice dell’Ambiente francese riguarda gli incendi e le esplosioni in generale e i loro effetti sulle aree adiacenti alle ICPE (Installations Classées pour la Protection de l’Environnement) in particolare. La nomenclatura ICPE classifica questi impianti in base alle sostanze utilizzate o prodotte e alla natura pericolosa delle attività. La nomenclatura fa riferimento alle misure prescritte dal Codice dell’Ambiente e dalle normative europee (in particolare la Seveso 3). Le voci definiscono le sostanze infiammabili (in particolare i solidi infiammabili e i prodotti combustibili) e i prodotti esplosivi che possono causare incendi o esplosioni. Le polveri generate da prodotti o attività devono essere considerate in questa nomenclatura.
Processi industriali e rischio di incendio o esplosione
I processi industriali che utilizzano prodotti in polvere combustibili producono inevitabilmente nuvole e depositi di polvere. Esiste quindi il rischio di incendi o esplosioni. L’installazione di unsistema di aspirazione delle polveri è una misura preventiva fondamentale.
I processi di trasferimento dei prodotti e i rischi di esplosione e incendio
L’industria utilizza diversi processi di trasferimento della polvere adattati agli assi di movimento (orizzontale, verticale, in pendenza): nastri trasportatori, trasportatori a catena, coclee di Archimede, elevatori a tazze, trasporto pneumatico.
Nel trasporto pneumatico, che si basa sulla sospensione di particelle di prodotto nell’aria, si può formare un ATEX all’interno del tubo. Per altre modalità di trasporto, il versamento del prodotto a un’estremità dell’apparecchiatura e lo scarico all’altra, o le vibrazioni del trasporto, causano nuvole di polvere. Se l’apparecchiatura è chiusa, si possono formare ATEX all’interno e in prossimità dei punti di carico e scarico. Se non è chiusa, l’intero locale è a rischio ATEX.
La sedimentazione della polvere trasportata dall’aria crea dei depositi. Anche in presenza di un involucro, la polvere si accumula sotto e intorno all’apparecchio; la tenuta non è mai totale. Le normative considerano i depositi di polvere come potenziali ATEX.
Eventi come grippaggi e attriti tra parti meccaniche legati a malfunzionamenti dell’apparecchiatura generano calore, che può essere fonte di accensione ATEX. Nel trasporto pneumatico, l’attrito ad alta velocità tra le particelle e le pareti dei tubi genera una carica elettrostatica delle particelle e dell’apparecchiatura. Una scarica elettrostatica è spesso la causa di un’esplosione ATEX in queste apparecchiature. Infine, gli urti causati da elementi metallici o minerali estranei al processo possono innescare un’esplosione ATEX.
L’incidentologia dei processi di trasporto riporta in particolare: incendi su nastri trasportatori, esplosioni in benne di sollevamento e in tubi pneumatici.
Le misure di prevenzione degli incendi e delle esplosioni includono :
- l‘estrazione di nuvole di polvere nei punti di caduta e/o nel corpo dell’attrezzatura tramite un sistema di aspirazione della polvere,
- aspirazione di depositi di polvere all’esterno dell’apparecchio (aspirapolvere ATEX),
- con messa a terra per evitare scariche elettrostatiche,
- strumenti di controllo per rilevare attriti e riscaldamenti anomali.
- Eliminare le fonti esterne di accensione (punti caldi, lavoro, ecc.).
La protezione contro gli incendi e le esplosioni include :
- il disaccoppiamento delle apparecchiature per evitare la propagazione dell’incendio,
- Dotare le apparecchiature di sfiatatoi o di pressurizzatori per ridurre il rischio di esplosione.
Processi di stoccaggio e rischi di esplosione o incendio
I volumi, la forma dei contenitori (silo, big bag, ecc.), il tempo di stoccaggio e le condizioni (temperatura, umidità, ecc.) variano a seconda dell’attività.
Riempire un contenitore con un prodotto in polvere può produrre un’ATEX sospendendo le particelle nell’aria del contenitore. Il riempimento o il trasporto possono anche generare cariche elettrostatiche che vengono rilasciate nello spazio aereo del contenitore. Una scarica elettrostatica può quindi incendiare l’ATEX.
Quando si accoppiano le attrezzature per lo stoccaggio e il trasporto dei prodotti, il passaggio tra le unità non è mai completamente stagno. Con il tempo si formano dei depositi. La risospensione di questi depositi può formare un ATEX.
Lo stoccaggio in massa di una polvere può innescare l’autoriscaldamento della sostanza. Questo può portare a una combustione sotto forma di incendio o di fiamma, che a sua volta può incendiare una ATEX nelle vicinanze. L’incidentologia dei processi di stoccaggio rivela che l’autoriscaldamento genera più dell’80% degli incendi e meno del 10% delle esplosioni.
Le azioni di prevenzione sono :
- Aspira la polvere al momento del riempimento, il più vicino possibile al punto di scarico, utilizzando un sistema di aspirazione della polvere.
- mantenere la temperatura di stoccaggio al di sotto della temperatura critica o adattare il volume di stoccaggio alle condizioni di temperatura locali;
- vietare le prese d’aria sul fondo del deposito per limitare la combustione,
- utilizzare apparecchiature per rilevare il CO (indicatore di combustione sotto-ossigenata) e gli aumenti di temperatura (sonda termica, telecamera a infrarossi).
Le misure di protezione includono :
- inertizzare il contenitore per fermare la combustione,
- l’installazione di sfiati per bloccare l’accumulo di pressione e proteggere la struttura di stoccaggio.
Processi di triturazione e rischi di esplosione o incendio.
Esistono tre processi di macinazione principali:
- La macinazione a pezzi comprime i prodotti con una granulometria grossolana.
- La macinazione a getto d’aria e la macinazione per attrito rompono i grani del prodotto in diverse particelle per collisione. La granulometria del prodotto permette di essere trasportato da un flusso d’aria.
Gli ultimi due processi diluiscono il prodotto in polvere nell’aria in modo tale da non comportare alcun rischio ATEX. D’altro canto, la frantumazione genera polveri sottili nell’aria. Quindi c’è un rischio permanente di ATEX all’interno del trituratore.
Lafrantumazione riscalda il prodotto. A volte, per evitare l’autocombustione, è necessario raffreddarlo, soprattutto se è facilmente ossidabile. I corpi estranei, più resistenti alla frantumazione, possono aumentare l’attrito e quindi la temperatura delle particelle vicine, causando il riscaldamento del prodotto e l’incendio. Possono anche provocare scintille di energia sufficiente per incendiare l’ATEX e provocare un’esplosione.
Mezzi di prevenzione :
- installare un sistema di aspirazione della polvere per catturare le polveri sottili;
- macinazione in atmosfera inerte di prodotti che si incendiano a bassa temperatura o con bassa energia di attivazione (da 10 a 100 mJ);
- limitare il riscaldamento e prevenire l’introduzione di corpi estranei all’ingresso del processo (setacciatura, rilevamento di metalli, ecc.);
- misurare la temperatura e rilevare le particelle incandescenti all’uscita del mulino
Misure di protezione :
- utilizza un trituratore antideflagrante ATEX;
- disaccoppiare il sistema di rimozione della polvere dalla tramoggia che riceve il materiale triturato;
Processo di miscelazione: rischi di esplosione e incendio
La miscelazione può avvenire tra sostanze solide (miscelazione a secco) o tra solidi e liquidi (miscelazione in fase liquida). La miscelazione presenta un rischio di incendio o di esplosione se uno dei prodotti è infiammabile.
Miscelazione a secco: tutte le sostanze in polvere vengono introdotte prima di iniziare il processo. Il riempimento del miscelatore e la successiva miscelazione dei prodotti producono una nuvola di polveri. In entrambe le operazioni, c’è la possibilità che si verifichi un’emergenza ATEX se una sostanza è combustibile. Questo è il caso della tramoggia di riempimento e della testa di miscelazione.
Il flusso di prodotto attraverso il miscelatore può caricare elettricamente le particelle solide. Può verificarsi una scarica elettrostatica che innesca l’accensione della nuvola di polvere. Questo fenomeno può verificarsi nella testa del mescolatore o nella tramoggia di alimentazione.
Nella miscelazione per omogeneizzazione in fase liquida, i prodotti solidi vengono introdotti prima dei liquidi o viceversa. In entrambi i casi, l’introduzione della polvere genera i rischi descritti in precedenza. Il liquido introdotto può avere la proprietà di incendiarsi a una temperatura inferiore a quella ambiente (ad esempio, il solvente). Nel miscelatore si creerà un vapore ATEX.
Nel caso di una miscela liquida che produce vapori infiammabili, la prima misura preventiva consiste nell’inertizzare il miscelatore prima di introdurre il prodotto in polvere.
Anche con l’inertizzazione, con il portello aperto, la tramoggia di alimentazione presenterà una situazione ATEX quando verrà versata la polvere combustibile. La cattura della nube di polvere alla fonte (tipo anello di Pouyes) è il dispositivo di prevenzione comune a entrambi i processi di miscelazione.
La tramoggia può essere sostituita da una camera di compensazione inertizzata prima del riempimento e di nuovo dopo, prima che il prodotto venga introdotto nella vasca. Infine, l’operazione di riempimento e inertizzazione può essere automatizzata con una camera di compensazione dotata di valvole automatiche.
Processi di trattamento meccanico delle superfici: rischi di esplosione e industriali.
Il decapaggio, la granigliatura, la lucidatura, la sabbiatura… producono tutti una finitura superficiale diversa, ma tutti derivano dalla proiezione di grani abrasivi, generalmente utilizzando un getto compresso. Questi grani strappano le particelle più fini dalla superficie da trattare mentre si spaccano sotto l’impatto. Le particelle più fini rimangono sospese nell’aria.
Il processo si svolge all’interno di una cabina. Se la superficie o il materiale di trattamento sono combustibili, la nube di polveri può formare un’atmosfera ATEX all’interno dell’involucro. Da qui il rischio di esplosione. Una tramoggia raccoglie i grani più pesanti. Se il calore prodotto dall’impatto sulla superficie viene trattenuto dai grani, il loro accumulo nella tramoggia porterà all’autoriscaldamento, con il rischio di incendio.
La prevenzione consiste nell’installazione di un sistema di aspirazione collegato a un collettore di polveri industriali che mantenga l’involucro a bassa pressione e catturi la nube di polveri sottili; l’installazione di un rilevatore di scintille sul sistema di cattura.
Processi di rivestimento superficiale e rischi di esplosione e incendio.
Alcuni processi di rivestimento prevedono l’utilizzo di prodotti in polvere solida. Si tratta di sospendere il prodotto in un getto d’aria compressa e spruzzarlo sulla superficie da trattare. Questa operazione viene eseguita in una cabina speciale. L’operazione è generalmente seguita dall’indurimento della pellicola di rivestimento.
A seconda del prodotto da spruzzare, il processo prevede la verniciatura (polvere organica fusibile o polimerizzabile), la floccatura (polvere organica fibrosa) o la metallizzazione a caldo o a spruzzo (polvere di alluminio, zinco o rame).
Una parte dello spruzzo non atterra sulla superficie e si disperde nell’aria. L’ATEX si forma principalmente nel cono di spruzzatura. Per migliorare l’efficienza, la pistola a spruzzo conferisce ai grani di polvere una carica elettrica opposta a quella della superficie da trattare. La forza elettrostatica li attrae verso la superficie da rivestire. In caso di malfunzionamento, può verificarsi una scarica elettrostatica tra gli elettrodi della pistola a spruzzo e l’apparecchiatura o la superficie da trattare. Il rischio di esplosione è tanto maggiore quanto più fine è la granulometria. L’esplosione può provocare un incendio. Inoltre, il preriscaldamento della superficie da trattare e la vicinanza del forno di polimerizzazione possono innescare l’accensione del prodotto.
Le misure di prevenzione degli incendi e delle esplosioni per la verniciatura a polvere sono le seguenti:
- cattura della fonte con un collettore di polveri,
- l‘uso di pistole adatte all’energia di accensione minima della polvere,
- rilevamento di fiamme nella cabina.
